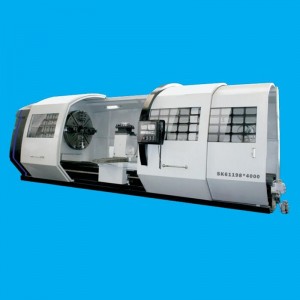
CH61200L CNC շրջադարձային կենտրոն C առանցքով
Համառոտ հրահանգ
Այս մեքենան համակցված է C առանցքով, կերակրում է X և Z առանցքով, երեք առանցքները կարող են կապվել և շարժվել միասին բազմաֆունկցիոնալ և բարձր կտրելու արդյունավետությամբ:
Համակցված է SIEMENS 828D CNC համակարգով։
Երկու շարժակների spindle արագություն, և աննշան արագություն շարժակների մեջ, հիդրավլիկ փոխանցումատուփ, հետևողական գծի արագության կտրում:Հիմնական spindle շարժիչը SIEMENS 37KW AC servo շարժիչն է, նվազեցնում է արագությունը և ավելացնում ոլորող մոմենտը շարժակների միջոցով, spindle արագությունը 5-200 rpm է:
C առանցքը ինդեքսավորվում է բարձր ճշգրտության AC servo շարժիչով և հիդրավլիկ ավտոմատ կողպման միջոցով և օգտագործելով շրջանաձև ցանց՝ իրական դիրքի հայտնաբերման համար;X առանցքը ընդունում է SIEMENS AC սերվո շարժիչով շարժիչ և բարձր ճշգրտության գնդիկավոր պտուտակային զույգ՝ կողային շարժումն իրականացնելու համար, Z առանցքը ընդունում է SIEMENS AC սերվո շարժիչի շարժիչ բարձր ճշգրտության ճիճուների կրճատիչը՝ երկայնական տեղաշարժվելու համար, երկուսն էլ X, Z առանցքները հագեցած են ճաղավանդակով՝ իրական դիրքի հայտնաբերման համար: փակ հանգույցի կառավարում, լավ դիրքավորման ճշգրտությամբ և կրկնվող դիրքավորման ճշգրտությամբ
մեքենայի օգտագործումը
Սա բարձր արդյունավետությամբ կտրող մեքենա է, որը հարմար է չուգունի, պողպատի և գունավոր մետաղների մշակման համար գերարագ պողպատի և կոշտ խառնուրդի գործիքով:Այն կարող է լինել շրջադարձային արտաքին շրջանակ, ծայրամասային երես, կտրող ակոս, կտրող, ներքին փոս կտրող, ֆրեզերային անցք, ֆրեզերային պարուրաձև ակոս, հորատում և կտկտոց:
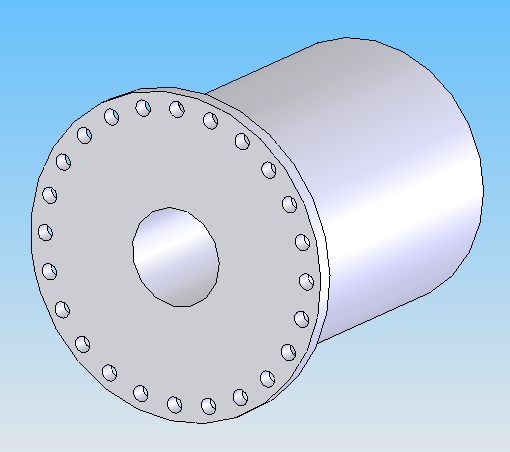
Աշխատանքային մասի էսքիզային քարտեզ.

Ֆրեզերային բանալի

Ֆրեզերային թել փոփոխվող քայլով
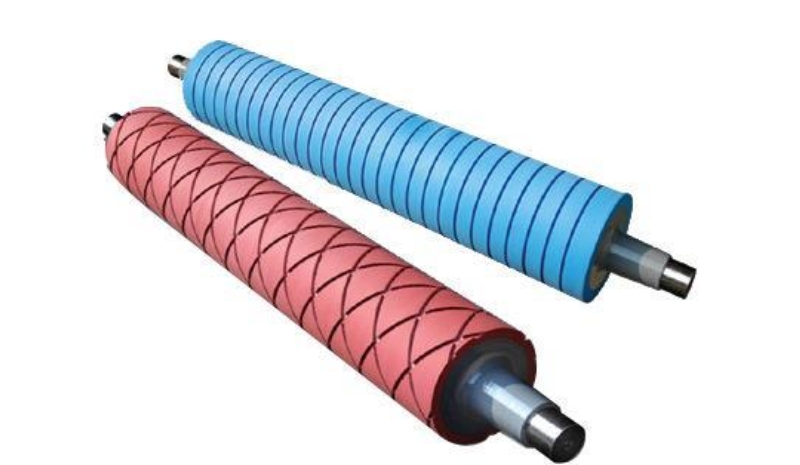
Ֆրեզերային պարուրաձև ակոս, մասշտաբի նախշ
պարամետր և հզորություն
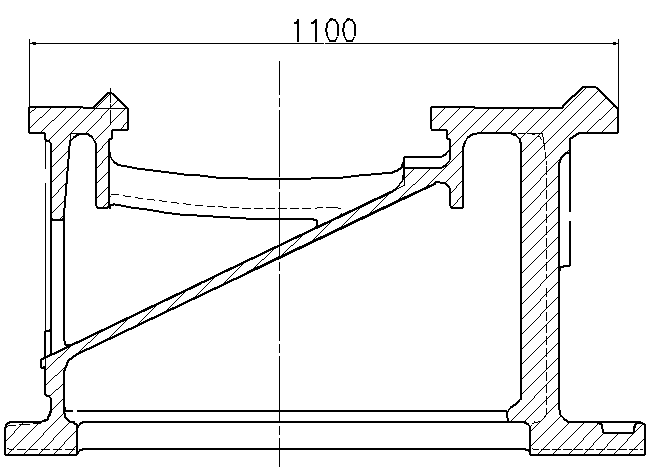
| Ուղղորդող ճանապարհի լայնությունը | 1100 մմ |
| Մաքս.ճոճանակի տրամագիծը մահճակալի վրա | φ2040 մմ |
| Մաքս.ճոճանակի տրամագիծը գործիքի սյունակի վրա | φ1500 մմ |
| Մաքս.աշխատանքային մասի երկարությունը | 12000 մմ |
| Մաքս.աշխատանքային մասի քաշը կենտրոնի միջև | 10 Տ |
| հիմնական փոխանցում | |
| Առջևի առանցքակալ | φ220 մմ |
| Spindle արագության միջակայք | 5-200 ռ / րոպե |
| Spindle անցքի տրամագիծը | φ130 մմ |
| Ափի անցքի առջևի կոն | մետրիկ No140 |
| Հիմնական շարժիչի հզորությունը, սերվո շարժիչը | 37 կՎտ |
| Տեսակ.spindle վերջում | 1։30 |
| կերակրման փոխանցում | |
| X առանցքով ճանապարհորդություն | 85 մմ |
| z առանցքով ճանապարհորդություն | 11800 մմ |
| x առանցքի արագ ճանապարհորդության արագություն | 4մ/րոպե |
| z առանցքի արագ ճանապարհորդության արագություն | 4մ/րոպե |
| Սերվո շարժիչի ոլորող մոմենտ od x առանցք | 27 Նմ |
| Servo շարժիչի ոլորող մոմենտ od z առանցքի | 36 Նմ |
| Հորիզոնական 8 դիրքի հզոր պտուտահաստոց | 0.5.473.532.8 |
| Գործիքի սրունքի հատվածի չափը | 32 մմ x 32 մմ |
| Tailstock | |
| Պոչամբարի գլանափաթեթի տրամագիծը | φ260 մմ |
| Քվիլի ճանապարհորդություն | 300 մմ |
| Գագաթի կոն անցք | մետրիկ թիվ 80 |
| Օգնական կայուն հանգիստ (2 հավաքածու) | |
| Փակ կայուն հանգիստ | φ400-φ700 մմ |
| չաք | |
| Չորս ծնոտի չակ | φ1600 մմ |
| C առանցք | |
| Մաքս.ոլորող մոմենտ սեղմված վիճակում | 3000 Նմ |
| C առանցքի դիրքավորման ճշգրտությունը | 36 դյույմ |
| Կրկնել C առանցքի դիրքավորման ճշգրտությունը | 18 դյույմ |
Հիմնական կառուցվածքը
1) մահճակալ
Մահճակալը հատակի տիպի մահճակալ է՝ 1100 մմ լայնությամբ և բարձր ամրության խեժի ավազի ձուլվածքով:Նյութը HT300 է։Մահճակալն ունի ուժեղ կոշտության, մեծ կրող հզորության և լավ կայունության առավելությունները
Ուղեկցող ճանապարհը մեկ լեռ և մեկ հարթ կառույց է, ուղեցույցի կարծրությունը HRC52-ից բարձր է, հաստ կարծրացման խորությունը օգտակար է աղալու համար:
Մահճակալի մարմնի ներքին խոռոչն ապահովված է W ձևով ամրացնող կողով, որը մեծապես ուժեղացնում է հաստոցային մահճակալի կոշտությունը և նվազեցնում կրող քաշի պատճառով դեֆորմացիան։
Մահճակալի ձուլման ծերացումից հետո այն կարող է հեռացնել ձուլման մնացորդային սթրեսը և նվազեցնել մեքենայի մշակման և օգտագործման ընթացքում մնացորդային սթրեսի ազատումը:
Մահճակալի հետևի մասում կան թեք և կամարակապ անցքեր, որոնք օգտագործվում են չիպերի հեռացման համար։Չիպը, հովացուցիչ նյութը, քսայուղը և այլն հեռացվում են անմիջապես չիպերի սկուտեղի մեջ:Այսպիսով, չիպերի մաքրումը հարմար է, և սառեցնող հեղուկը կարող է վերամշակվել
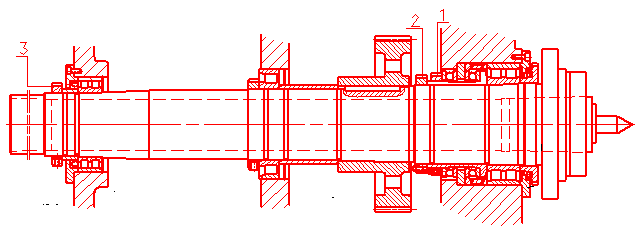
2) գլխարկ
Ափն ընդունում է երեք կետանոց հենարան՝ առջևի ծայրը որպես ֆիքսված ծայր, միջին և հետևի ծայրերը՝ որպես ճանապարհորդող ծայր, առջևի և հետևի ծայրերը՝ որպես հիմնական հենարան, իսկ միջինը՝ որպես օժանդակ հենարան:Առանցքային դիրքը դրված է լիսեռի առջևի ծայրում, այնպես, որ spindle-ը տաքանալուց հետո հետ է ձգվում՝ վերացնելով spindle-ի ջերմային երկարացման ազդեցությունը հաստոցային գործիքի ճշգրտության վրա:
Խառատահաստոցի հիմնական շարժիչն իրականացվում է Siemens AC spindle շարժիչով` գոտու ճախարակի, փոխանցման և քառաստիճան հիդրավլիկ ավտոմատ հերթափոխի միջոցով:Ափի մշտական ոլորող մոմենտների տիրույթը մեծ է և կարող է իրականացվել մշտական գծային արագության կտրում:Spindle առանցքակալը հատուկ առանցքակալ է, բարձր ճշգրտությամբ և ուժեղ կոշտությամբ:
Գլխակալը յուղվում է ուժեղ յուղով, իսկ գլխամասային շարժակների և առանցքակալների յուղումը կատարվում է հատուկ յուղի պոմպի միջոցով:Ափի առջևի ծայրը ընդունում է լաբիրինթոսի և բացվածքի կրկնակի կնքման կառուցվածքը, որը կարող է արդյունավետորեն կանխել նավթի արտահոսքը և օտար առարկաների մուտքը գլխամաս:
3) գործիքների տեղադրում
Ընդունեք գերմանական SAUTER 8 դիրքի հորիզոնական պտուտահաստոց 0.5.473.532.8, այս աշտարակն ունի արտաքին շրջանակը կտրելու, ծայրամասային երեսը և թելերը, ինչպես նաև ֆրեզերային, հորատման և թակելու գործառույթ:Այս պտուտահաստոցը շարժվում է SIEMENS սերվո շարժիչով, որը տեղադրված է դրա վրա և համակցված է հետևյալ պարագաների հետ.
| Սեր.Ոչ | Անուն | Տիպ | Քանակ |
| 1 | Էլեկտրական աշտարակ | 0.5.473.532.8 | 1 |
| 2 | Կտրիչ գլուխ | 0.5.901.032/077790 | 1 |
| 3 | 0-աստիճան հոսանքի կտրիչ պահող | 0.5.921.106-117859 | 1 |
| 4 | 90 աստիճան հոսանքի կտրիչ պահող | 0.5.921.206-117866 | 1 |
| 5 | Արտաքին շրջանակ կտրող կտրիչ պահող | B2-60X32X60-113908 | 2 |
| 6 | Ներքին շրջանակը կտրող կտրիչ պահող | E2-60X50-113961 | 2 |

4) Z և X առանցք.
X առանցքի գնդիկավոր պտուտակի տրամագիծը φ40x5 է, Z առանցքը շարժվում է դարակաշարով և հանդերձումով, ատամների մոդուլը m=5 է, իսկ z առանցքը ընդունում է ամբողջական փակ օղակի կառավարումը վանդակապատող քանոնի հետադարձ կապի միջոցով:
5) պոչի արգանակ
Պոչամբարը կազմված է վերին և ներքևի մասից, վերին մասում տեղադրված են փեղկերի և կեռասի կենտրոնական գծի կարգավորող կազմակերպությունը։Պոչամբարի ճանապարհորդությունը կատարվում է շարժիչով:Պոչամբարի կեռիկը կարող է պտտվել:
6) յուղման համակարգ
Առանցքակալների քսումը գլխամասում, շարժակների և առանցքակալների գլխամասում և այլ դեպքերում մատակարարվում է հատուկ պոմպի միջոցով, գնդիկավոր պտուտակի առանցքակալների յուղումը և մեքենայի յուրաքանչյուր քսող կետ ընդունում է ընդհատվող և կենտրոնացված քսում, և քսման ժամանակը կարգավորելի է, որպեսզի այն արդյունավետորեն կանխում է քսայուղի վատնումը և կարող է արդյունավետորեն բարելավել մեքենայի դինամիկ արձագանքը և ուղեցույցի և գնդիկավոր պտուտակի ծառայության ժամկետը:
հիդրավլիկ համակարգ
Հիդրավլիկ համակարգը օգտագործվում է պտուտակի արագության և շարժակների հարկադիր հովացուցիչ նյութի ավտոմատ փոփոխման համար գլխամասում, ինչպես նաև C առանցքի ավտոմատ կողպման համար:
7) C առանցք
C առանցքը շարժվում է սերվո շարժիչով, կարող է ավտոմատ կերպով անցնել spindle-ի և C առանցքի փոխանցման ռեժիմին, spindle-ի հետևի մասում տեղադրված է C առանցքի բարձր ճշգրտության շրջանաձև ցանց և արգելակման խամրող մեխանիզմ:Ամբողջ փակ օղակով չափման համակարգով։
Մեքենայի ճշգրտությունը
| Ավարտեք արտաքին շրջանակի կտրումը | 0,005 մմ |
| Մշակման հետևողականություն, 300 մմ երկարությամբ | 0,03 մմ |
| Հարդարման հարթ կտրվածք, | |
| տրամագծով 300 մմ | 0,025 մմ, գոգավոր |
| X առանցք | |
| դիրքավորման ճշգրտություն | X≤0.03 մմ |
| կրկնել դիրքավորման ճշգրտությունը | X≤0,012 մմ |
| Z առանցք | |
| Դիրքորոշման ճշգրտություն, 10000 մմ երկարության վրա | X≤0,13 մմ |
| Կրկնել դիրքավորման ճշգրտությունը | X≤0.05 մմ |
| C առանցք | |
| դիրքավորման ճշգրտություն | 36» |
| կրկնել դիրքավորման ճշգրտությունը | 18» |